Metal Injection Moulding (MIM) Entbinderungsofen - EBO
 Entbinderungsofen - EBO")
 Entbinderungsofen - EBO")
- Maximaltemperatur: 150 °C
- Volumen: 120 to 250 litres
- Zur katalytischen Entbinderung.
- Produktdetails
Metal Injection Moulding (MIM) ist ein modernes Fertigungsverfahren, bei dem ein Ausgangsmaterial in Formen gespritzt wird, um komplex geformte Metallteile herzustellen. Carbolite Gero bietet Öfen und Wärmeschränke an, die speziell für die für diese Anwendung erforderlichen Wärmebehandlungsschritte optimiert sind.
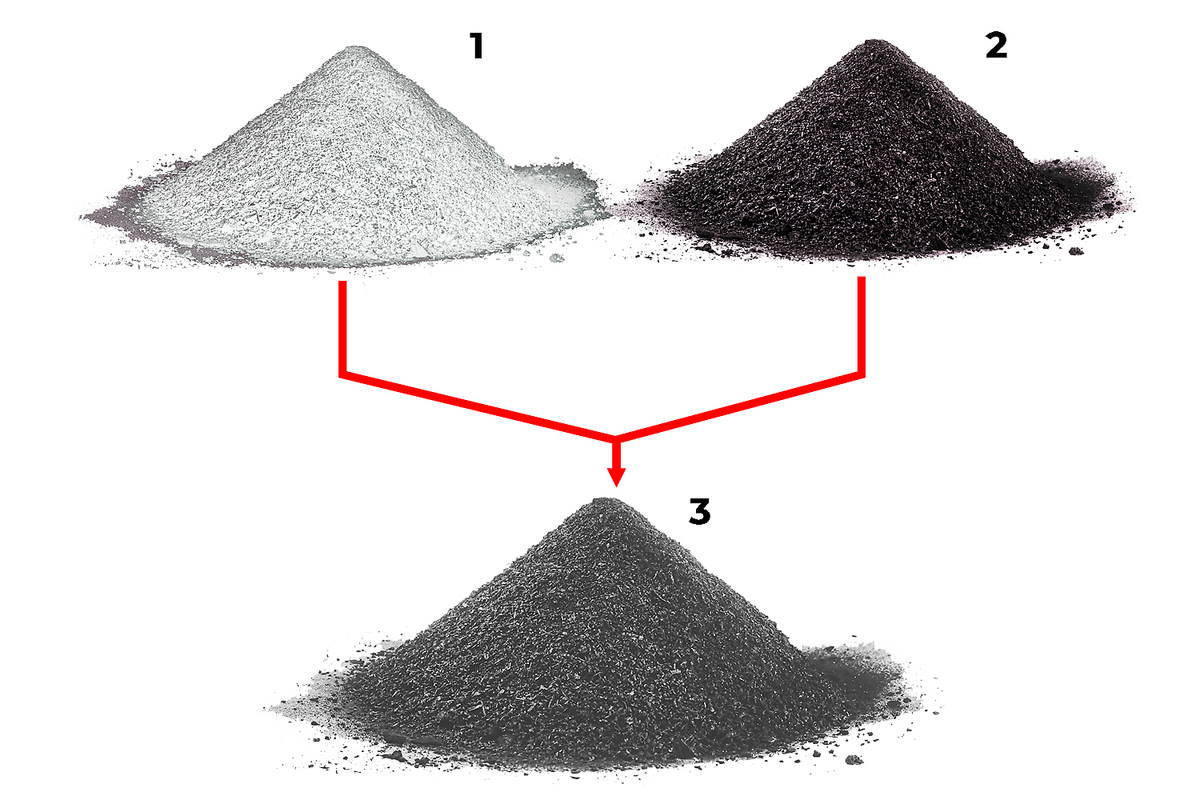
Das Metall-Spritzgießen (Metal Injection Moulding, MIM) ist eine Fertigungstechnik, bei der ein "Ausgangsmaterial" in Formen gespritzt wird, um komplexe Formteile mit hoher Reproduzierbarkeit herzustellen. Das Ausgangsmaterial ist eine Mischung aus pulverförmigem Metall und einem polymeren Bindemittel, das das Material zusammenhält.
Bevor die Bauteile verwendet werden können, muss das Bindemittel entfernt und die innere Struktur des Teils verfestigt werden; dies wird erreicht, indem die Bauteile einer Wärmebehandlung durch Entbindern und Sintern in einem Ofen unterzogen werden.
Bindemittel (1) und Metallpulver bilden zusammen das Ausgangsmaterial
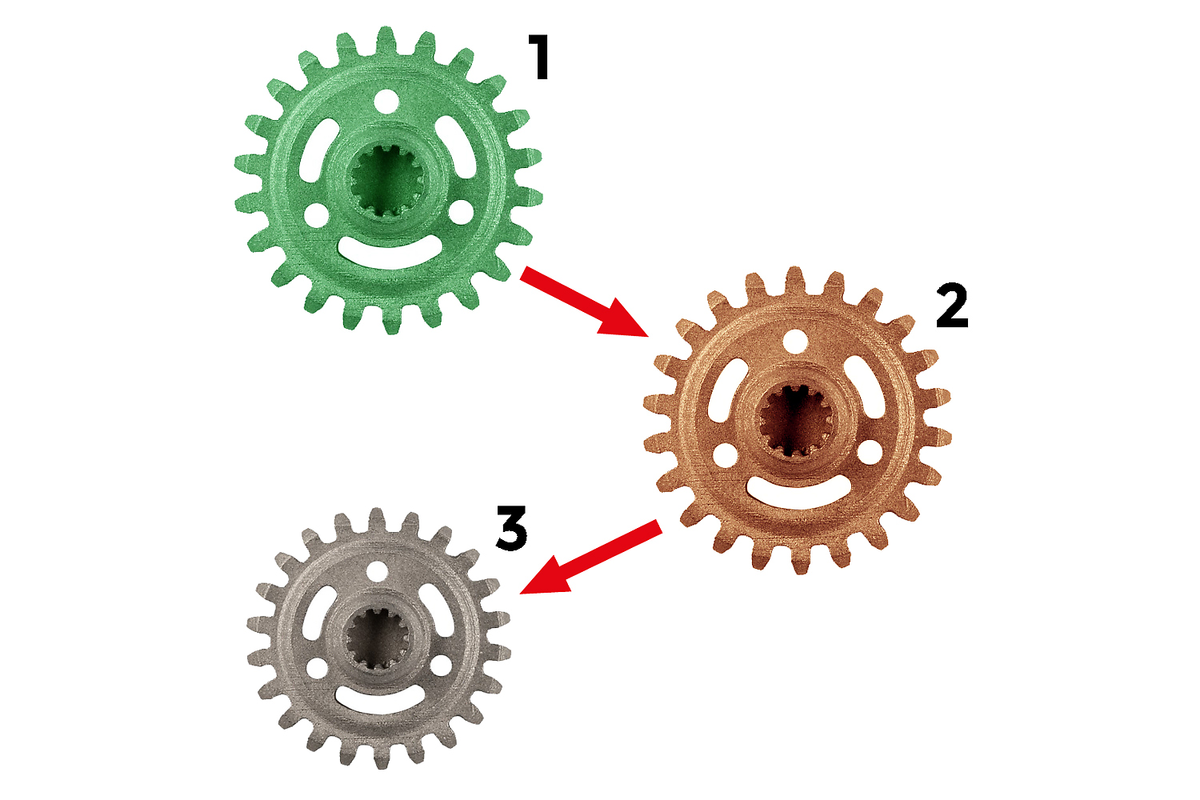
Grünteil (1), das durch Metallspritzguss geformt wird, Braunteil (2) nach Entfernung des Binders und fertiges Teil (3) nach dem Sintern
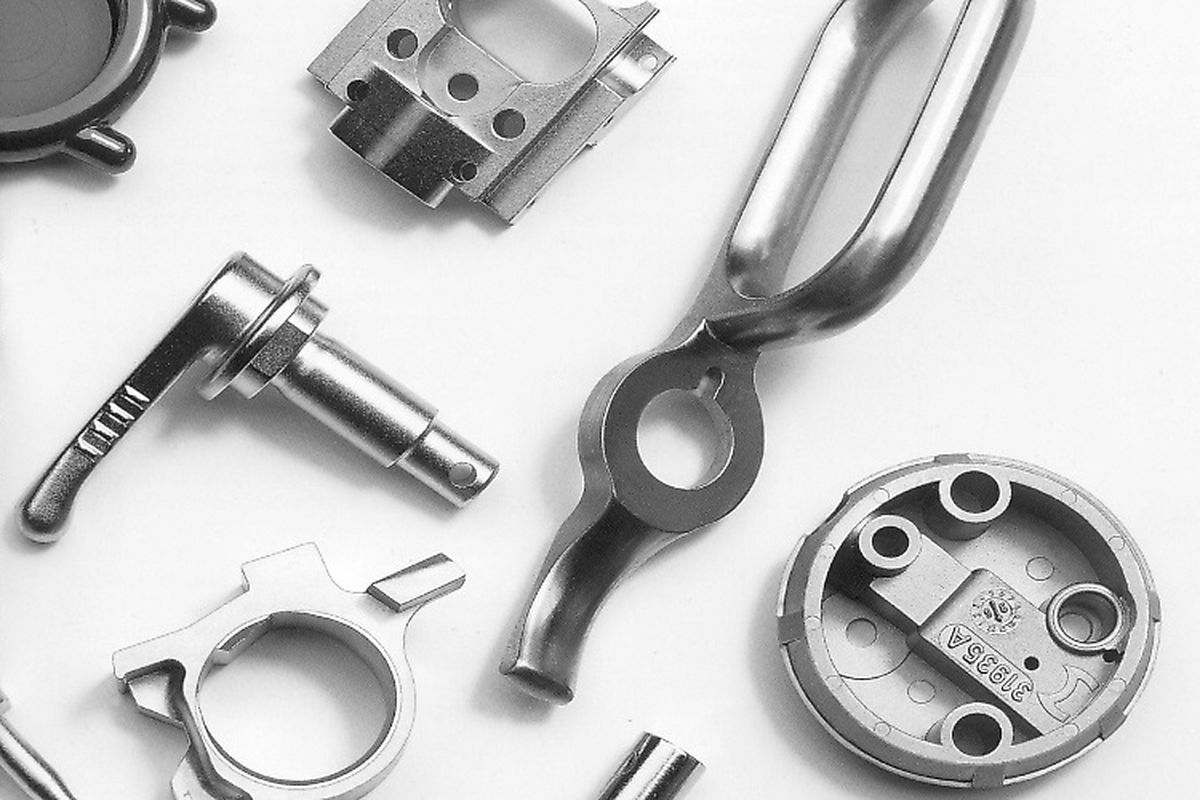
Beispiele einiger fertiger Metallteile, die im Metall-Spritzgussverfahren hergestellt wurden
Dies ist der Prozess der Entfernung des Bindemittels aus dem Grünling. Dies kann entweder katalytisch erfolgen, wobei das Bindemittel mit einer Kombination aus katalytischen Zusätzen, Lösungsmitteln und Wasser entfernt wird, oder thermisch, was eine Wärmebehandlung unter modifizierter Atmosphäre in einem Ofen erfordert. Welches Verfahren erforderlich ist, hängt von der Art des verwendeten Ausgangsmaterials ab. Komponenten, die diesen Prozess durchlaufen haben, werden anschließend als "braune" Teile bezeichnet.
Je nach Art des verwendeten Ausgangsmaterials kann es erforderlich sein, die Teile sowohl chemisch als auch thermisch zu Entbindern. Bei der chemischen Entbinderung wird der größte Teil des Bindemittels entfernt, während bei der thermischen Entbinderung das restliche Bindemittel, das auch als „Backbone-Binder" bezeichnet wird, entfernt wird. Dieser Prozess wird oft als „Restentbinderung" bezeichnet.
Carbolite Gero kann Öfen anbieten, die für katalytische oder thermische Entbinderung geeignet sind.
Hierbei handelt es sich um ein Verfahren zur Wärmebehandlung von MIM-Bauteilen (Metal Injection Moulding), die zuvor einem Entbinderungsprozess unterzogen wurden (Braunteil). Ziel des Sinterns ist es, das innere Gefüge der Bauteile zu verändern, um ihre Gesamtdichte und letztlich ihre Festigkeit zu verbessern. Dies wird erreicht, indem die Metallteile in einem Ofen oder einer inerten Atmosphäre auf etwa 20 % unter dem Schmelzpunkt des Metalls erhitzt werden, so dass die Atome durch das Gefüge diffundieren und zu einem dichteren Gebilde verschmelzen können. Während des Sinterns schrumpfen die Metallteile in gewissem Umfang, wobei die Größe je nach verwendetem Metall und der endgültigen Dichte des Teils um 15-22 % abnimmt.
Die Temperaturprofile, die Atmosphäre und die Temperaturgleichmäßigkeit innerhalb des Ofens müssen sowohl beim Entbindern als auch beim Sintern sehr genau kontrolliert werden, um Verformungen und die Bildung von Rissen und Blasen zu vermeiden. Die inerte oder reduzierende Atmosphäre ist ebenfalls wichtig, um die Oxidation der Teile zu verhindern.
Das Hauptbindemittel ist in blau dargestellt und kann katalytisch entfernt werden.
Das Backbone-Binder ist in grün dargestellt. Es kann nur thermisch zwischen 300°C und 600°C in einem Ofen entfernt werden. Dieser Prozess wird häufig unter Partialdruck durchgeführt, wodurch der Siedepunkt des Binders sinkt und dieser bei niedrigeren Temperaturen schonend das Bauteil verlassen kann.
Die katalytische Binderentfernung kann im EBO-Ofen von Carbolite Gero durchgeführt werden.
Salpetersäure (HNO3) wird verdampft und unter einem Stickstoffstrom im Ofen umgewälzt, wo sie über die Grünteile geleitet wird.
Die Salpetersäure spaltet das Hauptbindemittel und erzeugt Formaldehyd (CH2O), das gasförmig ist und in Konzentrationen zwischen 7 % und 73 % explosiv ist. Der Gasstrom leitet das Formaldehyd zum Gasauslass des Ofens, wo es dann mit Hilfe eines aktiven Nachbrenners sicher verbrannt wird.
Beispiele
Grünteile nach katalytischer Entbinderung (links): Durchmesser: 27,86 mm / Masse: 11.89 g
Grünteile nach dem Vollsintern (rechts): Durchmesser: 24 mm / Masse: 11.71 g
➔ Gesamtmassereduktion nach Restentbinderung: 1.5%
Das Ausgangsmaterial wird in die Form gespritzt und in die gewünschte Form gebracht. Der Binder ist blau und grün hervorgehoben.
Zu diesem Zeitpunkt wird das MIM-Teil als "Grünteil" bezeichnet.
Beim katalytischen/chemischen Entbindern wird das Hauptbindemittel (blau) entfernt, so dass nur das Backbone-Binder (grün) übrig bleibt, das thermisch in einem Ofen entfernt werden muss.
Beim Restentbindern wird das Backbone-Binder (grün) entfernt, und das MIM-Teil wird nun als "Braunteil" bezeichnet.
Um die Dichte und Festigkeit des Teils zu erhöhen, muss es gesintert werden. Zu diesem Zeitpunkt beginnen die Partikel bereits zu diffundieren und aneinander zu haften.
Während des Sinterns diffundieren die Atome im MIM-Teil durch die Struktur und verschmelzen miteinander, wodurch sich die Gesamtdichte des Teils erhöht.
Während des Sinterns in einem Ofen ist die Mikrostruktur des MIM-Teils deutlich dichter und weist weniger Lücken zwischen den Atomen auf. Der Sinterprozess führt zu einer gewissen Schrumpfung, wobei einige Teile bis zu 22 % kleiner werden. Dies ist ein normaler Bestandteil des MIM-Verfahrens (Metal Injection Moulding) und sollte bei der ursprünglichen Konstruktion der Formen berücksichtigt werden.
Carbolite Gero bietet zwei mehrstufige Lösungen für die Wärmebehandlung von Metall-Spritzgussteilen (MIM).
Die erste Option ist eine Kombination aus den Öfen EBO 120 und HTK 120. Die katalytische Entfernung des Binders erfolgt im EBO, während im HTK sowohl die thermische Entbinderung als auch die Sinterung durchgeführt werden können.
Der Hauptvorteil dieser Lösung ist, dass der gesamte Prozess mit nur zwei Öfen durchgeführt werden kann. Es ist zu beachten, dass das Entfernen des Binders zwar anfänglich kostengünstiger ist, aber eine schmutzige Anwendung sein kann, die mit der Zeit die Molybdän oder Wolfram ausgekleidete Ofenkammer des HTK-Ofens verunreinigen und beschädigen könnte.
Durch die Verwendung eines HTK-Ofens sowohl für die Entbinderung als auch für die Sinterung ist es jedoch möglich, in einer Wasserstoffatmosphäre unter Partialdruck zu arbeiten. Dies ist bei der Verwendung des GLO-Ofens nicht möglich.
Beispiel:
Bitte beachten Sie: Die angegebenen Zykluszeiten sind typische Werte für einen bestimmten Prozess. Die Zykluszeiten variieren je nach individuellen Anwendungen und Kundenanforderungen.
Die zweite Option ist eine Kombination aus den Öfen EBO 120, GLO 260 und HTK 120. Die katalytische Entfernung des Bindemittels erfolgt im EBO, die thermische Entfernung des Bindemittels im GLO und die Sinterung im HTK-Ofen.
Obwohl diese Lösung einen zusätzlichen Ofen in den Prozess einbezieht, kann sie sich insgesamt als kostengünstigere Lösung erweisen, da die Bauteile des HTK-Sinterofens vor Verunreinigungen geschützt sind und somit die Wartungskosten reduziert werden.
Beispiel:
Bitte beachten Sie: Die angegebenen Zykluszeiten sind typische Werte für einen bestimmten Prozess. Die Zykluszeiten variieren je nach individuellen Anwendungen und Kundenanforderungen.
Um die bestmöglichen Bedingungen für die Entfernung des Binders von MIM-Bauteilen zu erreichen, muss der Gasstrom kontinuierlich und turbulent sein, damit er alle im Ofen platzierten Proben erreichen kann. Die Turbulenz trägt dazu bei, dass der Binder während der Anwendung aus den Grünteilen entfernt wird.
Carbolite Gero hat eng mit akademischen Einrichtungen zusammengearbeitet, um CFD-Simulationen (Computational Fluid Dynamics) durchzuführen, um die Gasströmung in den Ofenkammern zu testen und zu verbessern, die typischerweise für MIM-Anwendungen (Metal Injection Moulding) verwendet werden.
Hier klicken, um das Video anzuschauen
Hier klicken, um das Video anzuschauen
Die Temperaturgleichmäßigkeit ist die maximale Temperaturabweichung innerhalb des nutzbaren Volumens der Ofenkammer. Wenn der Ofen beispielsweise auf 600 °C eingestellt ist und eine Temperaturgleichmäßigkeit von ±5 °C angegeben ist, darf die Temperatur innerhalb des nutzbaren Volumens nicht unter 595 °C oder über 605 °C liegen.
Die Temperaturgleichmäßigkeit ist beim Sintern von MIM-Bauteilen (Metal Injection Moulding) in einem Ofen von entscheidender Bedeutung, da sichergestellt werden soll, dass alle Teile die gleiche Schrumpfung und Dichte aufweisen.
Carbolite Gero Öfen sind mit mehreren beheizten Zonen erhältlich, um sicherzustellen, dass die Temperatur im Inneren der Kammer durchgehend gleichmäßig ist.
Formel zur Berechnung der Temperaturgleichmäßigkeit:
Die HTK-Ofenbaureihe von Carbolite Gero wurde speziell zur Optimierung großtechnischer Wärmebehandlungsprozesse beim Metall-Spritzgießen entwickelt. Die Retorte HTK120 beispielsweise ermöglicht es dem Bediener, bis zu drei Probenstapel mit jeweils 20 Platten (380 x 240 x 0,5 mm groß) zu beladen. Der Abstand zwischen den Platten kann angepasst werden, um die Geometrie einer Vielzahl von Proben zu berücksichtigen.
Das Design und die Konfiguration des Regals ermöglichen es, dass Gas durch jede Schicht und um jedes darin platzierte MIM-Teil strömt. Um dies zu erreichen, leiten vier spezielle Gaseinlassdiffusoren den Strom horizontal durch die Regalschichten. Jeder Einlass ist an einen separaten Gasstrom angeschlossen, dessen Geschwindigkeit individuell eingestellt werden kann, um die Leistung je nach den individuellen Anforderungen zu maximieren.
Eine spezielle Gasauslassplatte sorgt dafür, dass das Gas gleichmäßig über das gesamte Volumen der Retortenkammer des Ofens und nicht nur über die Mitte verteilt wird.
Es ist eine Reihe von Touchscreen-Steuerungen erhältlich, die dem Bedienpersonal die einfache Eingabe von Wärmebehandlungsprogrammen ermöglichen. Zusätzlich sind vordefinierte Programme für das (Rest-)Entbindern und Sintern einiger der am häufigsten verwendeten Materialien (316-L, CrMo4, 8620 usw.) als Standardeinstellung in der Steuerungssoftware verfügbar. Einstellungen für andere Werkstoffe können nach Rücksprache mit Carbolite Gero aktiviert werden.
Mit einem umfassenden Netzwerk an Vertretungen stehen wir Ihnen flächendeckend zur Verfügung. Unsere Mitarbeiter beraten Sie gerne und umfassend über den Einsatz von Carbolite Gero Produkten für Ihre spezielle Anwendung.
Kontaktieren Sie uns für eine kostenlose Beratung und sprechen Sie mit einem Produktspezialisten, um die beste Lösung für Ihren Anwendungsbedarf zu finden!
Neben Carbolite Gero-Öfen zur Wärmebehandlung bieten die anderen Produktlinien von Verder Scientific weitere Lösungen für den gesamten Metallspritzgussprozess sowie additive Fertigungstechnologien im Allgemeinen:
Beim Metall-Spritzgießen (MIM) gibt es zwei Schritte, die einen Ofen erfordern: Entbindern, um das Bindemittel des Grünlings zu entfernen, und Sintern, um die Gesamtdichte und Festigkeit des Metallteils zu verbessern.
Je nach Anwendungsfall werden in der Regel zwei oder drei Öfen benötigt. Einen für die katalytische Entfernung des Binders und dann entweder einen oder zwei Öfen für das thermische Entbindern und Sintern.
Carbolite Gero Öfen für MIM zeichnen sich durch Vorteile wie niedrigen Energieverbrauch, Datenprotokollierung, Touchscreen-Steuerung und einfache Handhabung von Binderabfällen ohne Kondensatabscheider aus. Unsere Öfen für die katalytische Binderentfernung sind wasserbeheizt, was eine Kondensation von Salpetersäure im Gerät verhindert; unsere hochstabilen Heizkassetten gewährleisten, dass Entbinderungs- und Sinterprozesse rund um die Uhr laufen können.
Ja, Partialdruck mit Ar, N2 oder H2 ist in einem Ofen möglich. Der Druck kann in der Steuerungssoftware zwischen 100 - 1000 mbar eingestellt werden. Der Öffnungswinkel eines Pneumatikventils wird so eingestellt, dass der Druck im Ofengefäß konstant gehalten wird. Für den Wasserstoffpartialdruckbetrieb werden alle erforderlichen Sicherheitsstandards angewendet und vom TÜV zertifiziert.
Die hervorragende Temperaturgleichmäßigkeit in den Öfen von Carbolite Gero für das Metallspritzgießen wird durch eine symmetrische Anordnung der Heizelemente, mehrere Heizzonen und eine vakuumdichte Retorte erreicht. Die Retorte schützt den Ofen auch vor Bindemitteln, die während des Prozesses kondensieren können.
Je nach Größe des Metallspritzgussofens wird das Bindemittel bei der Verarbeitung unter Partialdruck entweder durch Kondensatabscheider für kleinere Öfen oder eine Frischöl-Pumpe gehandhabt. Letzteres ist bei größeren Anlagen äußerst vorteilhaft, da der Wartungsaufwand im Vergleich zu Kondensatabscheidern drastisch reduziert wird.
Carbolite Gero bietet eine Reihe von Öfen unterschiedlicher Größe für die katalytische und thermische Entbinderung sowie das Sintern im Metall-Spritzgussverfahren an. Auf Anfrage können kundenspezifische manuelle Handlingsysteme für den Transfer der Teile zwischen den verschiedenen Öfen bereitgestellt werden.
Titan kann entweder in einer reinen Argon-Atmosphäre oder unter Hochvakuum gesintert werden. Die umfangreiche Erfahrung von Carbolite Gero im Bereich der Vakuumtechnik ermöglicht es uns, Ofensysteme mit den geringsten Leckraten und damit den höchsten Vakuumleistungen zu liefern. Je nach Bedarf können wir die Systeme mit geeignetem Vakuumpumpen-Zubehör ausstatten.
 Hintergrundinformation")
 Entbinderungsofen - GLO")
 Sinterofen - HTK")





Entbinderung")





















